切削加工は、私たちの身の回りにある多くの製品に不可欠な技術ですが、その中でも特に重要度の高い加工の一つに「ねじ切り加工」が挙げられます。この記事では、切削加工におけるねじ切り加工の基本から、代表的な加工方法、そして高品質なねじを製造するためのポイントまで、詳細に解説していきます。
ねじ切り加工とは、金属や樹脂などのワーク(加工対象物)の表面に、規則的な螺旋状の溝(ねじ山)を形成する切削加工の一種です。この加工によって作られるねじは、単に部品を固定するだけでなく、機械の動きを伝える動力伝達や、正確な位置決めなど、さまざまな役割を担っています。
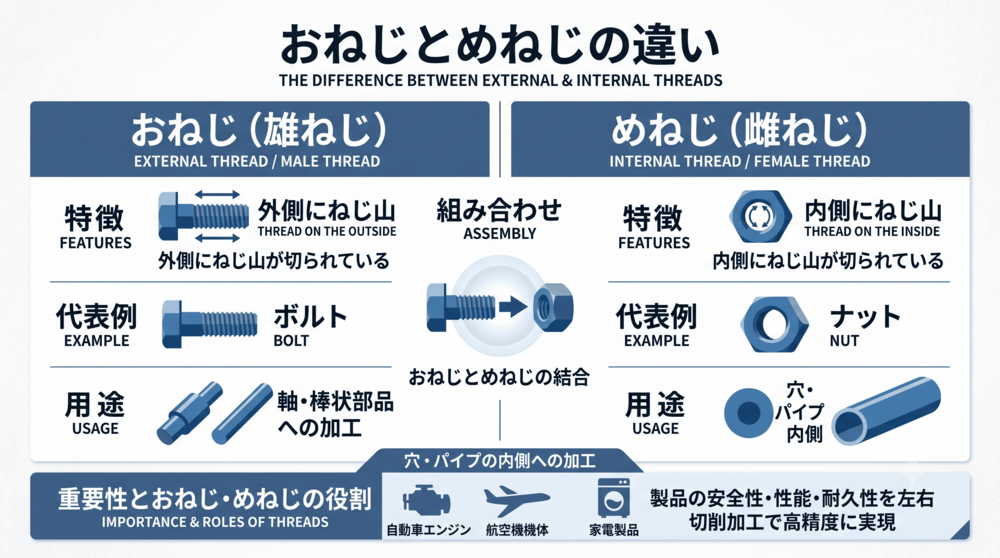
ねじは、大きく分けて二つのタイプに分類されます。
これらのねじは、自動車のエンジン内部や航空機の機体、身近な家電製品に至るまで、数え切れないほどの場所で使用されています。ねじの品質は、製品全体の安全性や性能、耐久性を左右すると言っても過言ではありません。切削加工は、高精度なねじや特殊な形状のねじ、あるいは多様な材質に対応できるため、現代のモノづくりにおいて不可欠な技術なのです。
旋削によるねじ切りは、旋盤を用いて行う最も一般的で汎用性の高いねじ切り加工方法です。「シングルポイントねじ切り」とも呼ばれ、1枚の刃を持つ「ねじ切りバイト」と呼ばれる専用工具を使い、ワークの回転と工具の送りを精密に同期させながら、徐々にねじ山を削り出していきます。この方法は、主におねじの加工に用いられますが、バイトを工夫することでめねじの加工も可能です。
この方法の最大のメリットは、非常に高い精度でねじを加工できる点にあります。メートルねじ、インチねじ、管用ねじ、台形ねじなど、あらゆる種類のねじに対応でき、特殊なねじや非標準寸法のねじの加工にも柔軟に対応できるのが強みです。しかし、1枚の刃で少しずつ削り進めるため、加工時間が比較的長くなる傾向があり、また工具(バイト)の摩耗管理が加工精度を維持するために重要となります。
フライスによるねじ切りは、主にマシニングセンタやフライス盤を使用し、「スレッドミル」と呼ばれる専用のフライス工具を用いて行われます。工具が回転しながらワークの周りを螺旋状に移動することで、一度にねじ山を形成していくのが特徴です。おねじ、めねじのどちらにも対応できます。
この加工方法のメリットは、加工時間の短縮が期待できる点です。特に複数のねじ山を同時に加工できる工具を使用する場合に顕著です。また、切りくずが細かくなりやすいため排出が容易で、止まり穴(貫通していない穴)のねじ切りにも適しています。工具の折損リスクが比較的低いことも、この方法の利点と言えるでしょう。ただし、スレッドミルのような専用工具は、その種類や精度によって工具コストが比較的高くなる場合があります。
タッピングは、ドリル加工で開けた下穴に対して、「タップ」と呼ばれる専用工具を回転させながら挿入し、内径にねじ山を成形する加工方法です。主として「めねじ」の加工に用いられます。
広く普及しているめねじ加工法の一つであり、比較的簡単な操作でねじ切りが可能です。手作業で行われることもありますが、一般的にはタッピングマシンやマシニングセンタなどを用いて行われます。手軽に加工できる反面、タップの折損リスクが伴うため、ワークの材質に応じた適切な下穴径の選定と、潤滑を促す切削油の使用が非常に重要です。また、加工精度は旋削によるねじ切りには劣る場合があります。
ダイス加工は、主に丸棒などの外径に「おねじ」を成形する際に用いられる加工方法です。「ダイス」と呼ばれる専用工具をワークの端にはめ込み、回転させながら押し当てることでねじ山を形成します。
比較的簡易な設備で加工できる点が大きなメリットです。手動のダイスハンドルで加工することも可能ですし、機械を使って効率的に量産することもできます。そのため、小ロットから大量生産まで幅広いニーズに対応可能です。しかし、タップ加工と同様に、加工できるねじの種類や精度、ワークの材質に制限がある場合があり、非常に高精度なねじを要求される場面には不向きなこともあります。
まず、適切な工具選定が不可欠です。加工するワークの材質(例:ステンレス、アルミ、難削材など)、求めるねじの種類と精度、そして使用する機械の種類に合わせて、最適なねじ切りバイト、スレッドミル、タップ、ダイスを選びましょう。不適切な工具は、加工不良や工具寿命の低下、ひいてはコスト増大につながります。
次に、切削条件(切削速度、送り速度、切込み量)の最適化も極めて重要です。これらの条件は、ねじの精度、工具の摩耗具合、そして加工時間に直接影響を及ぼします。ワークの材質の特性や工具の種類を考慮し、最適な条件を見つけ出すことが、安定した品質と生産性を両立させる鍵です。
また、切りくず処理と切削油の適切な活用も見逃せません。ねじ切り加工では、特に深いねじを加工する際に切りくずが絡みつきやすく、これが加工不良や工具の破損につながる場合があります。切りくずの排出をスムーズにするための工具形状の選定や、適切な切削油の供給(油量、供給方法)によって、潤滑と冷却を促進し、安定した加工を実現できます。
特にタッピング加工においては、下穴径の厳密な管理が非常に重要です。下穴径が大きすぎるとねじ山の高さが不足し強度が低下し、小さすぎるとタップの負荷が増大し折損の原因となります。ワーク材質やねじの規格に応じて、推奨される下穴径を正確に確保することが、確実なめねじ加工には不可欠です。
最後に、加工後の精度測定と品質管理も徹底しましょう。ねじは部品同士を結合する役割を果たすため、その精度が非常に重要です。ねじゲージやマイクロメータ、ねじマイクロメータといった測定器具を用いて、加工されたねじ山のピッチや角度、有効径などを正確に測定し、規格に適合しているかを確認することで、製品全体の品質を保証することができます。
切削加工会社を紹介する当メディア「切削アンサー」では、特定の要望に応えてくれる信頼できる加工会社を厳選して紹介しています。切削加工会社選びに困っている担当者はぜひ参考にしてください。
切削加工を行う会社は多くありますが、いざ問い合わせると特定の要望に対応できなかったり、不良品がでてコストがかさんだりすることも…。 当サイトを読めば、もう断られない切削加工会社が1分で見つかります。
依頼者の事情や加工品によって異なる、様々な要望に応えてくれる切削加工会社を紹介します。
なお、ここで紹介する会社は、信頼できる加工会社を選ぶ際に大前提として押さえておきたい、下記2つの規格を保有する会社の中から選定しています。
・品質担保の観点から、国際的な品質マネジメント規格「ISO9001」
・信用性の観点から、国際的な環境マネジメント規格「ISO14001」



※選定基準:2024年2月28日にGoogleにて「切削加工」「研削加工」と検索した際に表示される切削加工・研削加工に対応する会社123社を調査しました。(切削加工を依頼した際に、素材や精度により研削加工が必要になるケースもあることから、「研削加工」も含めて調査しています。)その中でも、ISO9001及びISO14001を取得する会社の中から、下記の基準でそれぞれ選定しています。
・守谷刃物研究所…難削材の加工に求められる切削加工・熱処理・研削加工を自社一貫で行う会社の中でも、難削材に対応した加工事例掲載が35件と最も多く(2024年3月調査時点)、難削材が使われやすい半導体製造装置や医療装置を得意としていると判断。
・キュリアス精機…ひと月あたりの生産可能個数が100万個以上と最も多く(2024年3月調査時点)、大量生産が求められる自動車部品の加工を得意としていると判断。
・プラスチック加工興和…樹脂の加工に対応する会社の中で、唯一樹脂の加工を専門とする会社と公式HPに記載されているため、プラスチック製品の加工を得意としていると判断。