ここでは、切削加工におけるチッピングの基本的な解説と、その原因・対策方法をわかりやすく紹介します。
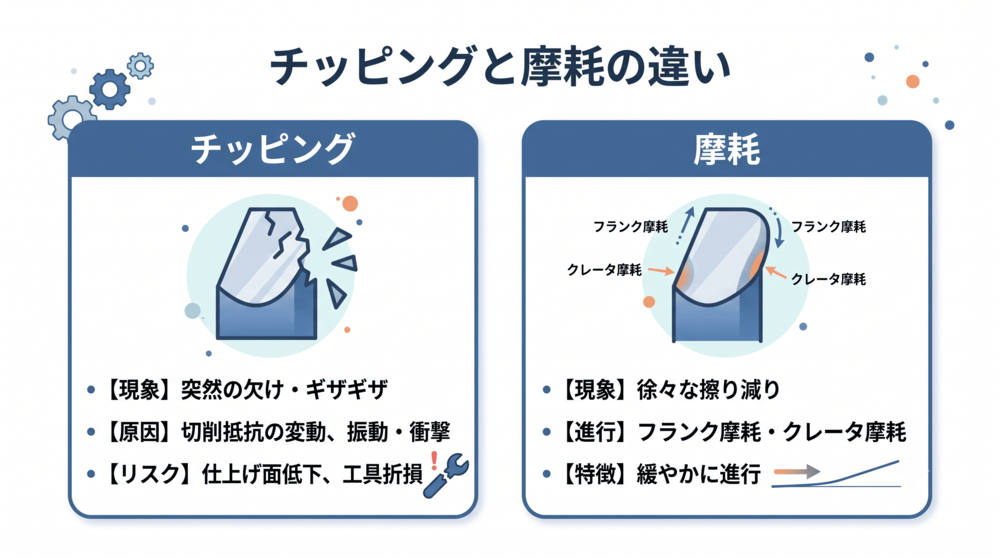
チッピングとは、工具の刃先が突然、小さく欠けたりギザギザになったりする現象です。切削抵抗が変動したり、振動・衝撃が加わったりすると急激に起こりやすい傾向があります。
一方、摩耗とは工具の刃先が使用に伴って徐々に擦り減っていく現象です。フランク摩耗やクレータ摩耗のように、緩やかに削れが進行します。
チッピングが発生すると、仕上げ面が荒れるだけでなく、工具が折損するリスクが高まるため特に注意が必要です。
チッピングは、さまざまな要因が単独あるいは複合的に影響して発生します。ここでは、特に代表的な原因を4つに分けて解説します。
まず注目すべきは、使用する工具の材質です。工具が持つ硬さや粘り強さといった性質は、チッピングの発生頻度に大きく関係します。
超硬やセラミック工具は硬度が高い反面、靭性(粘り強さ)が低く、衝撃で欠けやすい傾向があります。
ハイス鋼は粘り強いですが、条件が過酷だと摩耗や欠けを起こすことがあります。
次に、実際の加工条件が工具に与える影響について見ていきましょう。切削条件が適切でないと、工具に過剰な負荷や熱が加わり、チッピングが発生しやすくなります。
高速・大送りでの加工は工具に大きな力と熱が加わり、刃先に急激な衝撃や温度変化が生じやすくなります。
逆に送り量が小さすぎる場合も摩擦熱やビビリ振動が増え、チッピングを誘発する場合があります。
工具と加工対象である被削材との相性も、チッピングの発生に影響します。特に柔らかくて粘りのある材料を加工する際には注意が必要です。
被削材が柔らかく粘りのある鋼材などの場合、構成刃先が生成されやすく、それがはがれる際に刃先も剥がれてチッピングを起こすケースがあります。
最後に、機械的な要因にも目を向けましょう。工具の取り付け精度や、機械全体の剛性が不十分な場合には、加工中に予期せぬ振動が発生し、刃先にダメージを与える場合があります。
ホルダへの固定が不十分であったり、機械剛性が不足したりする場合は、ビビリ振動が発生しやすく、刃先を衝撃で損傷する恐れがあります。
チッピングが発生すると、加工面に微細な傷が付き、光沢が失われるなど仕上げ面の品質が大きく低下します。また、刃先の欠けによって切削抵抗が不安定になり、寸法精度にも悪影響を及ぼします。さらに、小さな欠けが拡大して工具が破損するリスクが高まり、作業途中での突発的な停止を引き起こすでしょう。
もしチッピングに気づかずそのまま加工を続けた場合、不良品が大量に発生し、生産効率やコスト面でも大きな損失となります。チッピングは見逃しやすい現象ですが、放置すれば工程全体に悪影響を及ぼすため、早期の発見と対策が不可欠です。
チッピングは発生してから対処するのでは遅く、未然に防ぐことが重要です。以下では、チッピングの発生リスクを低減するために有効な5つの具体的な対策について紹介します。
被削材や加工方法に合わせて、ハイス・超硬・セラミックスなどを使い分けます。TiNやTiAlNなどのコーティングを施すことで、耐熱性や耐摩耗性を向上させることが可能です。
刃先が鋭すぎると衝撃に弱いため、コーナーRをつけたり、ホーニング処理で面取りをしたりして欠けにくくします。
回転数・切り込み量・送り量を大きくしすぎないように調整し、工具への負荷や熱を適度にコントロールします。実加工テストを行い、表面粗さ・振動・工具寿命を確認しながら設定を詰めると効果的です。
クーラントや潤滑油を適切に供給し、切削温度の上昇と摩擦を抑えます。過度な冷却で構成刃先が生じやすくなる場合は、冷却方法を見直すことも考慮します。
工具の摩耗状態やチッピングの有無を定期的にチェックし、早めに交換することで大きな欠けや折損を防ぎます。ホルダの取り付け精度や機械の剛性も定期的に確認すると効果的です。
切削加工で発生する「チッピング」は、摩耗とは異なり突然の欠けとして工具の寿命や仕上げ品質に大きな影響を与えます。原因としては、工具材質・切削条件・構成刃先・振動などが挙げられます。適切な工具や刃先形状の選定、切削条件の最適化、冷却・潤滑の徹底、そしてこまめな点検・メンテナンスによって大部分を防ぐことが可能です。
チッピング対策をしっかり講じることで、不良品の低減とともに生産効率の向上にもつながります。加工環境に合わせた最適な手段を取り入れ、トラブルを最小限に抑えましょう。
切削加工を行う会社は多くありますが、いざ問い合わせると特定の要望に対応できなかったり、不良品がでてコストがかさんだりすることも…。 当サイトを読めば、もう断られない切削加工会社が1分で見つかります。
依頼者の事情や加工品によって異なる、様々な要望に応えてくれる切削加工会社を紹介します。
なお、ここで紹介する会社は、信頼できる加工会社を選ぶ際に大前提として押さえておきたい、下記2つの規格を保有する会社の中から選定しています。
・品質担保の観点から、国際的な品質マネジメント規格「ISO9001」
・信用性の観点から、国際的な環境マネジメント規格「ISO14001」



※選定基準:2024年2月28日にGoogleにて「切削加工」「研削加工」と検索した際に表示される切削加工・研削加工に対応する会社123社を調査しました。(切削加工を依頼した際に、素材や精度により研削加工が必要になるケースもあることから、「研削加工」も含めて調査しています。)その中でも、ISO9001及びISO14001を取得する会社の中から、下記の基準でそれぞれ選定しています。
・守谷刃物研究所…難削材の加工に求められる切削加工・熱処理・研削加工を自社一貫で行う会社の中でも、難削材に対応した加工事例掲載が35件と最も多く(2024年3月調査時点)、難削材が使われやすい半導体製造装置や医療装置を得意としていると判断。
・キュリアス精機…ひと月あたりの生産可能個数が100万個以上と最も多く(2024年3月調査時点)、大量生産が求められる自動車部品の加工を得意としていると判断。
・プラスチック加工興和…樹脂の加工に対応する会社の中で、唯一樹脂の加工を専門とする会社と公式HPに記載されているため、プラスチック製品の加工を得意としていると判断。