切削加工において、加工面の品質を大きく左右する「むしれ」。この現象は、工具の摩耗や不適切な切削条件などが原因で発生し、製品の精度低下に直結します。本記事では、切削加工でむしれが起こるメカニズムから、具体的な原因や対策方法までを分かりやすく解説します。
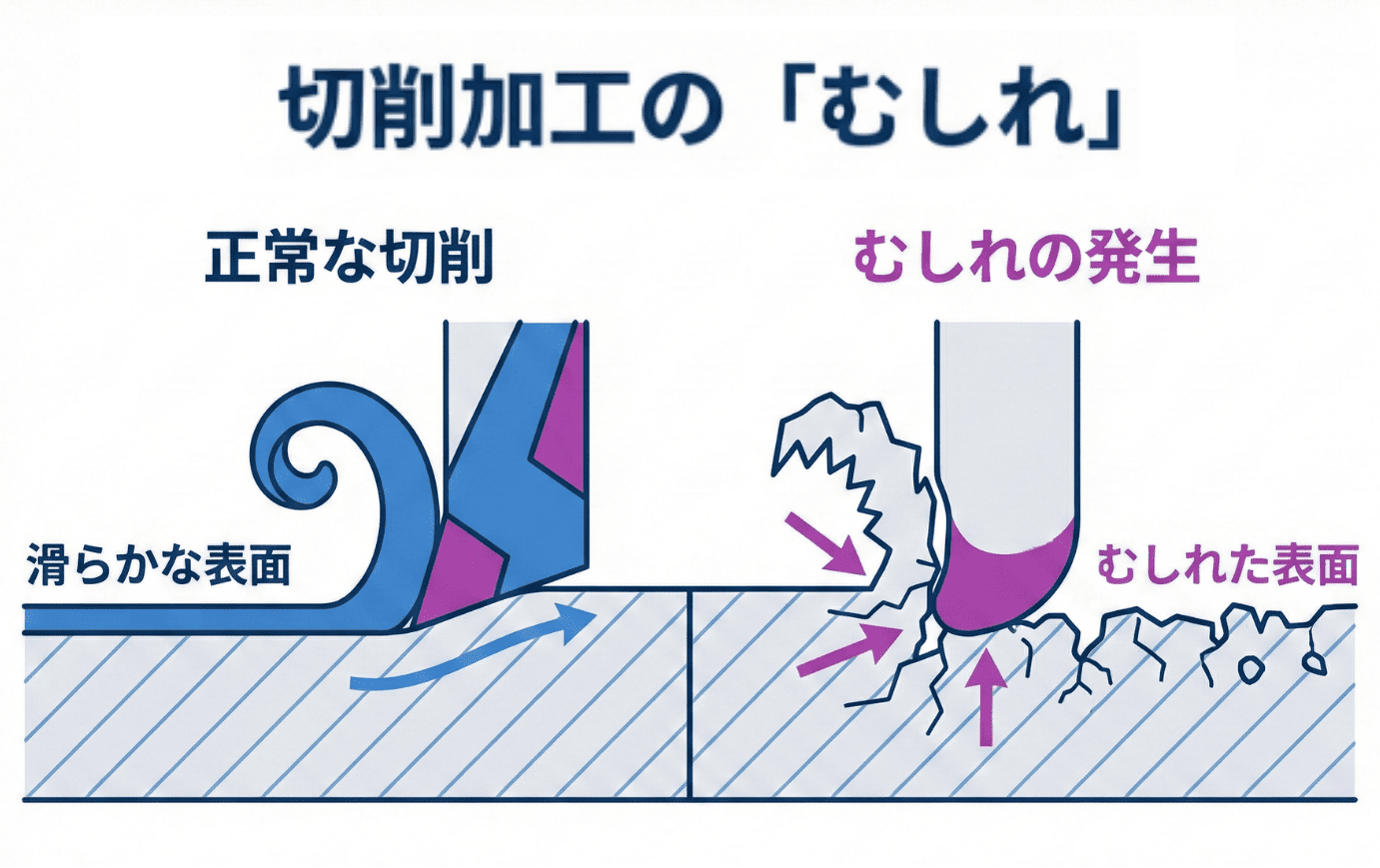
切削加工における「むしれ」とは、切れ味の落ちた工具が材料をきれいに削り取れず、文字通り表面をむしり取ってしまうような状態になる現象を指します。この現象が発生すると、加工面に微小な裂けや凹凸ができてしまい、設計通りの面粗度(表面の滑らかさ)が得られなくなります。特に、製品の最終的な外観や精度を決定づける仕上げ加工の工程でむしれが起こると、その製品は不良品となってしまう可能性が高いです。寸法は出ていても、表面品質の悪化によって要求仕様を満たせなくなるため、切削加工に携わる者にとって非常に悩ましい問題の一つといえるでしょう。
むしれが発生する根本的な原因は、工具の切れ味の悪化にあります。新品のよく切れる工具は被削材を滑らかに分離して切りくずを生成するのに対し、工具が摩耗して刃先が丸くなると切削抵抗が増大。材料を「切る」のではなく「押しつぶす」ような力が強くなってしまいます。その結果、被削材の表面は塑性変形を起こし、亀裂が入りながら無理やり引きちぎられることで、むしれた加工面が形成されるのです。
また、「構成刃先」も、むしれを引き起こす大きな要因として知られています。これは、加工中に発生した切りくずの一部が高温高圧によって刃先に溶着し、見かけ上の新しい刃先となる現象です。この構成刃先が不安定に成長と剥離を繰り返すことが加工面を荒らし、むしれを発生させる原因となります。
むしれが発生する直接的な原因として、まず挙げられるのが工具の状態です。長時間の使用によって刃先が摩耗したり、硬い異物を噛み込んでチッピング(微小な欠け)が生じたりすると、工具本来の切れ味は著しく低下します。このような状態の工具を使い続けると、切削抵抗が増して被削材をきれいに削ることができず、むしれを引き起こしてしまいます。
また、加工内容に適していない工具を選定することも原因の一つです。例えば、高い剛性が求められる荒加工に切れ味重視の繊細な工具を使ったり、逆に高精度な仕上げ加工に摩耗した工具を使い続けたりすると、工具の性能を最大限に発揮できず、むしれの発生リスクを高めることになります。
工具の状態に問題がなくても、切削条件が不適切であるとむしれは発生しやすくなります。切削条件とは、切削速度、送り速度、切り込み量といった加工の基本パラメータのことです。例えば、切削速度が被削材に対して遅すぎると、構成刃先が非常に発生しやすい温度領域となり、加工面を荒らす原因となります。
反対に、送り速度が速すぎたり切り込み量が大きすぎたりすると、工具への負荷が増大し、刃先の欠損やむしれにつながる恐れがあるでしょう。これらの条件は、被削材の材質(硬さや粘り)や使用する工具の特性によって最適な範囲が異なります。そのため、推奨値を参考にしつつも、実際の加工状況に合わせて微調整していく作業が品質を安定させる上で不可欠です。
見落とされがちですが、切りくずの排出不良もむしれの大きな原因となり得ます。加工中、発生した切りくずがスムーズに排出されず加工点に滞留してしまうと、回転する工具と被削材の間にその切りくずが噛み込まれてしまうことがあります。この「切りくずの噛み込み」が起こると、加工中の面に傷をつけたり、むしれを発生させたりするのです。
特に、溝加工や穴あけ加工のように切りくずの逃げ場が限られる加工では、この問題が顕著になります。また、アルミニウム合金のような粘り気の強い材料では、切りくずが長くなりやすく、工具に巻き付いて排出を妨げることも少なくありません。適切な切りくず処理ができていないと、どんなに良い工具や切削条件でも安定した加工面の維持は難しくなります。
むしれを防ぐための第一歩は、工具の適切な選定と日々の管理体制を整えることです。対策として、耐摩耗性や耐溶着性に優れたコーティングが施された工具を選定することが有効です。これにより、刃先の摩耗を抑制し、構成刃先の発生を抑える効果が期待できます。
また、工具の形状、特に「すくい角」を大きくすることも切れ味の向上につながり、切削抵抗を低減させてむしれを抑制します。さらに重要なのが、工具の状態を常に最適に保つ管理です。工具は消耗品であるという認識を持ち、摩耗や欠けが見られた場合はためらわずに交換するルールを徹底することが求められます。定期的な点検を行い、常に切れ味の良い状態を維持することが、高品質な加工への近道となります。
工具選定と並行して、切削条件の最適化はむしれ対策に欠かせません。もし構成刃先の発生がむしれの原因だと考えられる場合は、切削速度を上げてみることが有効な対策の一つです。切削速度を上げることで加工点の温度が上昇し、構成刃先が生成されにくい温度領域へと移行させることができます。ただし、やみくもに速度を上げるだけでは、工具の摩耗が激しくなったり、機械の振動を招いたりする可能性もあります。
そのため、被削材の材質や使用する工具メーカーが推奨する条件をベースに、送り速度や切り込み量とのバランスを考慮しながら調整することが重要です。ときには切削速度を少し下げることで安定する場合もあるため、状況を観察しながら最適な加工条件を見つけ出していく姿勢が大切です。
切削油剤、いわゆるクーラントを効果的に使用することも、むしれ防止に大きく貢献します。クーラントの主な役割は潤滑と冷却ですが、この二つがむしれ対策に直結するのです。潤滑性の高いクーラントを使用すると、工具のすくい面と切りくずとの間の摩擦が低減され、構成刃先の発生を抑制できます。これにより、切りくずの排出もスムーズになるでしょう。
また、冷却性の高いクーラントを加工点へ適切に供給することで、工具刃先の温度上昇を抑え、熱による摩耗の進行を遅らせることが可能です。クーラントの濃度管理を徹底し、ノズルの向きを調整して加工点に的確に注油するなど、供給方法にも注意を払うことで、その効果を最大限に引き出し、むしれの発生を効果的に防ぐことにつながります。
切削加工における「むしれ」は、製品の品質を著しく低下させる厄介な現象ですが、その原因を正しく理解すれば、対策を講じることが可能です。主な原因は、工具の摩耗や欠損といった「工具の状態」、切削速度や送りのアンバランスなどの「不適切な切削条件」、そして「切りくずの排出不良」に大別されます。加工内容に適した工具を選んで適切に管理し、切削条件を最適化し、クーラントを効果的に使用するといった基本的な対策を一つひとつ丁寧に見直していくことが重要です。これらの対策を現場で実践し、安定した高品質なものづくりを目指しましょう。
切削加工を行う会社は多くありますが、いざ問い合わせると特定の要望に対応できなかったり、不良品がでてコストがかさんだりすることも…。 当サイトを読めば、もう断られない切削加工会社が1分で見つかります。
依頼者の事情や加工品によって異なる、様々な要望に応えてくれる切削加工会社を紹介します。
なお、ここで紹介する会社は、信頼できる加工会社を選ぶ際に大前提として押さえておきたい、下記2つの規格を保有する会社の中から選定しています。
・品質担保の観点から、国際的な品質マネジメント規格「ISO9001」
・信用性の観点から、国際的な環境マネジメント規格「ISO14001」



※選定基準:2024年2月28日にGoogleにて「切削加工」「研削加工」と検索した際に表示される切削加工・研削加工に対応する会社123社を調査しました。(切削加工を依頼した際に、素材や精度により研削加工が必要になるケースもあることから、「研削加工」も含めて調査しています。)その中でも、ISO9001及びISO14001を取得する会社の中から、下記の基準でそれぞれ選定しています。
・守谷刃物研究所…難削材の加工に求められる切削加工・熱処理・研削加工を自社一貫で行う会社の中でも、難削材に対応した加工事例掲載が35件と最も多く(2024年3月調査時点)、難削材が使われやすい半導体製造装置や医療装置を得意としていると判断。
・キュリアス精機…ひと月あたりの生産可能個数が100万個以上と最も多く(2024年3月調査時点)、大量生産が求められる自動車部品の加工を得意としていると判断。
・プラスチック加工興和…樹脂の加工に対応する会社の中で、唯一樹脂の加工を専門とする会社と公式HPに記載されているため、プラスチック製品の加工を得意としていると判断。